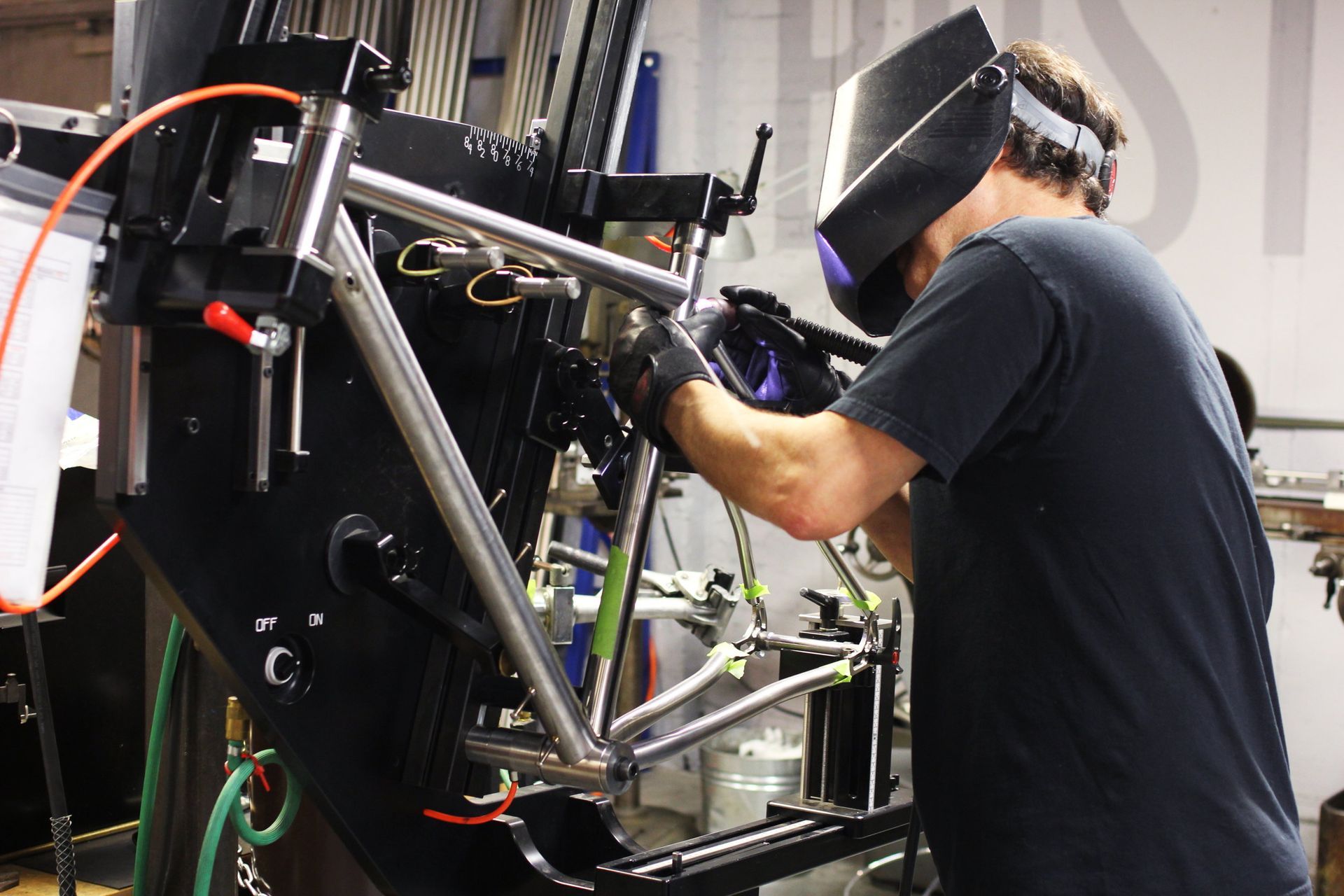
“Using Multi-Etch to prep titanium for welding is vastly superior to sanding.”
-Aerospace Engineer
MashIt
“The titanium turned such a dark gray in the tumbler, yet with a little Multi-Etch, the difference was night to day.”
—Metal Finisher
FabuFit
"This is a very important product for anyone who uses titanium. I work with Timascus and love Multi-Etch."
—Jeremy Hasenbuhler, Jeweler
YesSuits
“Multi-Etch has enabled me to achieve the spectacular colors you see here on 6Al4V Titanium and Titanium Damascus. I always use it as prep, whether I am going to produce the coloration with heat or anodization. It is a spectacular product!"
—R.J. Martin Knives
Button
"Multi-Etch is a wonderful product! It is vital to my material preparation process and allows me to get the vibrant hues that I love to use in my artwork. I began my anodizing journey in fact by watching the ‘How to’ video on your website and now specialize in custom anodizing EDC items."
—Allison Miles, Flyaway Toys
Button
“After researching the horrors of hydrofluoric, I refuse to use it. Multi-Etch has brought color back into my product line.”
—Knife Maker
Button
“Removing broken taps/drills, preparing platinum for welding, or titanium for anodizing, this stuff really works!”
—Jeweler
Button
“Multi-Etch gives us the ability to do spot anodizing.”
—Bicycle Maker
Button
“Multi-Etch reclaimed wrongly-anodized parts for a Torah project which we went on to complete without having to make new components.”